
Machine Base Milling
A four ton, 3050mm long machine base being milled in one uninterupted cut.
Visit Project
Re-machining the Bearing Housing on a 4 ton Drive Wheel
A four ton main drive wheel from a large press is easily managed by the Watts workshop. Shown here the centre bearing housing is being re-machined on the Dixi Borer.
Visit Project
Flywheel Off a 100 Ton Press
1m in diameter and weighing 0.5 ton. The drive dogs sheared off resulting in serious damage to the inner bearings. The centre was built up with weld, re-machined in the TOS lathe and re-fitted to the press in only 3 days.
Visit Project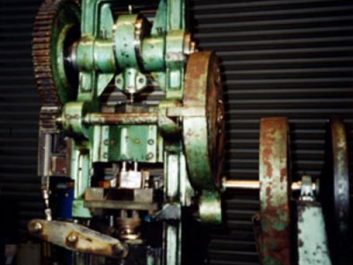
Reconditioned 40 Ton Press
This 40 ton press was reconditioned, including the manufacture of a new crankshaft, and back in service in under two weeks.
Visit Project
Refrigerator Compressor Crankshafts
Watts Engineering have the tooling and expertise to design, manufacture, modify, or repair crankshafts for various applications including 100 ton presses. These crankshafts for refrigeration compressors were machined from billet.
Visit Project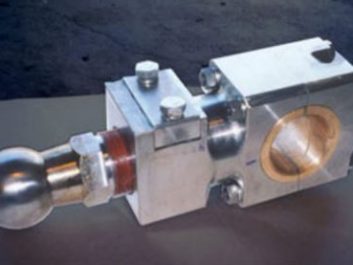
Pitman Ball, Head and Bearing Housing
This assembly for a 300 ton press was fully manufactured by Watts Engineering from a billet of high tensile steel. It has now been in service for seven trouble free years.
Visit Project
New Bearing Shells
Watts Engineering repaired the shaft, made and fitted the bearing in a shorter time frame and for less cost than sourcing the new parts from the press manufacturer.
Visit Project